


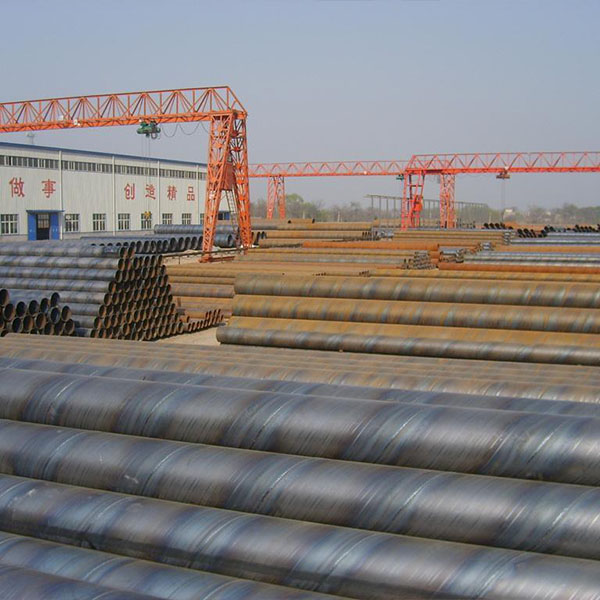
Q235B Spiralna cijev


Uobičajeni standardi za spiralne čelične cijevi općenito se dijele na: SY/T5037-2000 (standard ministarstva, koji se također naziva spiralnim šavom zavarene čelične cijevi pod vodom za obične cjevovode za transport fluida), GB/T9711.1-1997 (nacionalni standard, također tzv. Industrija nafte i plina prijenosna čelična cijev Prvi dio tehničkih uvjeta isporuke: čelična cijev razreda A (GB/T9711.2 čelična cijev B razreda je striktno obavezan), API-5L (Američki institut za naftu, koji se naziva i čelična cijev za cjevovod; koja je podijeljena u dva razreda: PSL1 i PSL2), SY/T5040-92 (Spiralna čelična cijev zavarena pod vodom za šip).


(1) Sirovine su čelične trake, žice za zavarivanje i tokovi. Prije ulaganja potrebni su strogi fizički i hemijski pregledi.
(2) Sučeoni spoj glave i repa čelične trake, pomoću jednožilnog ili dvožičnog zavarivanja pod vodom, nakon namotavanja u čeličnu cijev, za popravno zavarivanje se koristi automatsko zavarivanje pod vodom.
(3) Prije formiranja, traka se podvrgava izravnavanju, obrezovanju ivica, blanjanju ivica, čišćenju površine i transportu, te tretmanu prije savijanja.
(4) Električni kontaktni manometar koristi se za kontrolu pritiska cilindara na obje strane transportera kako bi se osiguralo nesmetano prenošenje trake.
(5) Usvojiti vanjsku kontrolu ili unutrašnju kontrolu rolanja.
(6) Uređaj za kontrolu razmaka zavara koristi se kako bi se osiguralo da razmak zavara ispunjava zahtjeve za zavarivanje, a prečnik cijevi, količina neusklađenosti i razmak zavara su strogo kontrolirani.
(7) I unutrašnje i vanjsko zavarivanje usvajaju američki Lincoln električni aparat za zavarivanje za jednožilno ili dvožično zavarivanje pod vodom, kako bi se dobile stabilne specifikacije zavarivanja.
(8) Zavari se pregledavaju online kontinuiranim ultrazvučnim automatskim instrumentom za oštećenje, koji garantuje 100% pokrivenost spiralnim zavarenim ispitivanjem bez razaranja.
(9) Koristite mašinu za rezanje zračnom plazmom za rezanje čelične cijevi na pojedinačne komade.
(10) Nakon rezanja u pojedinačne čelične cijevi, prve tri čelične cijevi svake serije moraju biti podvrgnute strogom sistemu prve inspekcije kako bi se osiguralo da je proces izrade cijevi kvalifikovan prije službenog puštanja u proizvodnju.
(11) Dijelovi sa kontinuiranim zvučnim oznakama za detekciju grešaka na zavarenim spojevima podliježu ručnom ultrazvučnom i rendgenskom ponovnom pregledu.
(12) Cijevi u kojima su spojevi za sučeono zavarivanje čeličnih traka i spojevi u obliku slova D koji sijeku spiralne zavarene šavove pregledavaju se rendgenskom televizijom ili snimanjem.
(13) Svaka čelična cijev se podvrgava ispitivanju hidrostatskog tlaka, a tlak ima radijalnu brtvu. Ispitni tlak i vrijeme strogo su kontrolirani od strane hidrauličkog mikrokompjuterskog uređaja za detekciju čelične cijevi. Parametri testa se automatski štampaju i snimaju.
(14) Mašinska obrada kraja cijevi, tako da se vertikalnost čeone strane, ugao zakošenja i tupa ivica mogu precizno kontrolirati.
Zavarena čelična cijev sa spiralnim šavom (SY5036-83) za transport fluida pod pritiskom uglavnom se koristi za cjevovode za transport nafte i prirodnog plina; visokofrekventno zavarena čelična cijev sa spiralnim šavom (SY5038-83) za transport fluida pod pritiskom, koristeći metodu visokofrekventnog zavarivanja u preklopu Zavarena, spiralno šavna visokofrekventna zavarena čelična cijev za transport fluida pod pritiskom. Čelična cijev ima jaku nosivost pritiska i dobru plastičnost, što je pogodno za zavarivanje i obradu. Općenito, spiralna lučno zavarena čelična cijev (SY5037-83) za transport fluida pod niskim pritiskom izrađuje se dvostranim automatskim zavarivanjem pod vodom ili jednostranim zavarivanjem za vodu. kao što su gas, vazduh i para





